How can I initiate the tool probing from the NC program ?
There’s an option under the Additional tab under Config > Server > Machine Config called Probe Tool on M6, which will measure your tool after a tool change. Is that what you’re looking to do?
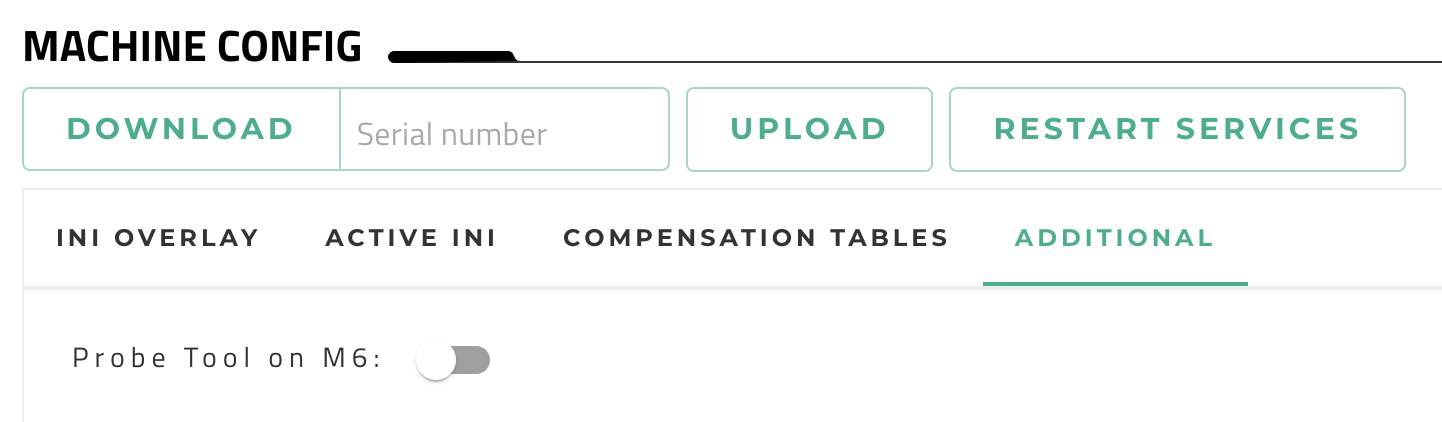
After checking that option, click the Restart Services button and then every tool change will trigger a tool probe as well.
Sounds like what I was looking for. Do I have to change the tool to a dummy one first, in order to guarantee the measurement in any NC program - for the case the tool# does not change?
Hmm, that’s a good question. I would have to test that, but I believe it always measures the tool even if the tool is already active.
This ‘Probe Tool on M6’ would save me a lot of time and is an excellent feature.
My software does not have a tab labeled ‘Additional’ under the ‘Server’ tab. It only lists ‘Settings for LINUXCNC Server’. If I click on this link, it asks for a username. How do I find out what my username and password are? The list of software versions ends with 4.8.1 and is highlighted. My machine is a V2-10 running Windows 10 Pro. I am not using Kinetic control yet.
This feature is available in v4.8.1, but it has a few more steps to activate it. After clicking the Launch in New Window button next to LinuxCNC Web Server Configuration, you can enter default/default for the username/password. Under the Configure tab, you can add a POCKETNC_FEATURES section, then add a new value named M6_TOOL_PROBE and set it to 1. You’ll then need to restart your machine for it to take effect (or at least restart the services, which I believe can be done from the System tab).
Thank you for the quick reply.
In the LinuxCNC Web Server Configuration, I see a section already named POCKETNC_FEATURES which only contains PAUSE_ON_TOOL_PROBE = 1.
When I go into its Configure tab, POCKETNC_FEATURES does not show. Am I to make a second section with the same name? When doing so, I’m asked if I want to override the existing INI file. Will this wipe out my existing file or add a second same-named section to it?
Thanks again for you help.
You won’t wipe out your existing file. You’ll be adding a parameter to an overlay file that will be merged with the main file, overwriting any common parameter names.
When I activate the “Probe Tool on M6”, the CNC M6 command ends in an error message: “User defined M6; missing T:”. How can I fix this ?
It sounds like you’re missing a T parameter. It should be something like the following to measure tool 1:
M6 T1
Is that what you’re doing? If so, can I see the exact command or program which is triggering this error?
That was it! Thx!
Unfortunately the machine stops and expects pressing a button. I wanted to do this in an automatic way.
There is a separate parameter, [POCKETNC]PAUSE_ON_TOOL_PROBE, that can be set to 0 to turn off the pause.
Thanks.
But: When I press the tool-button (not the green one to the left!) in the webinterface it immediately starts the calibration procedure.
Is there not a way to programmatically call the tool-probing feature? E.g. with “o<tool_calibration> CALL [tool#]”?
Where can I find the NC program responsible for tool-calibration?
Solved! I found it. Thx.